想要探索<崇义> 钢管65MN钢板品牌专营的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:崇义<崇义> 钢管65MN钢板品牌专营的图文介绍
在竞争激烈的 Q390钢板、市场中,新弘扬特钢有限公司秉承“质量和信誉是企业生存之本”的宗旨,坚持“诚信、敬业、和谐、创新”的经营理念和“以信从商、共同发展”的原则,为客户的需求提供好的 Q390钢板、,更为客户的 Q390钢板、产品市场打下坚实的基础,我厂承诺“同样的 Q390钢板、产品比质量,同样的质量比价格”,并24小时携诚为客户服务!


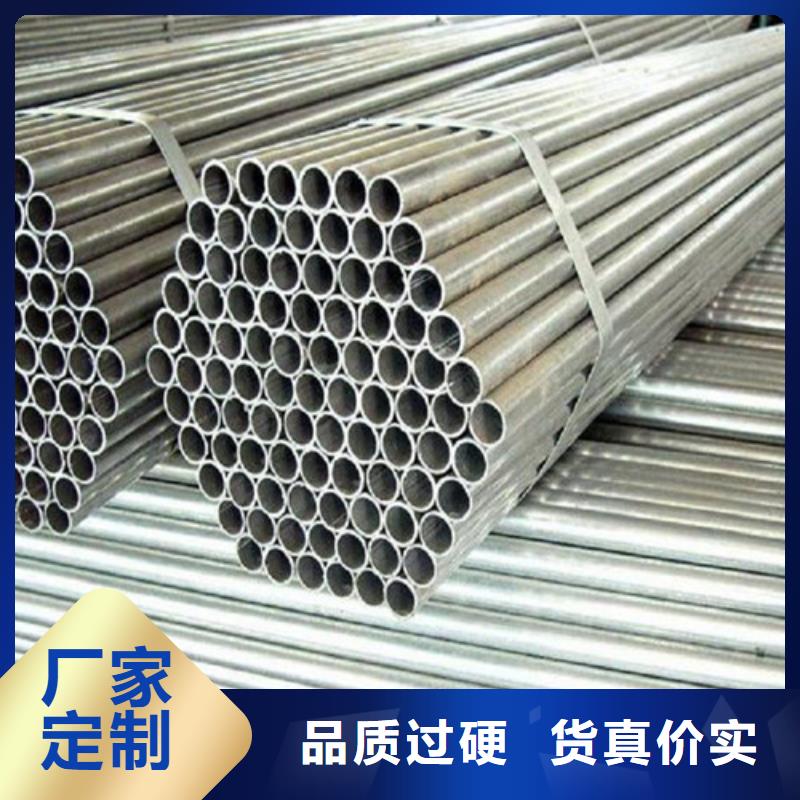
按生产方法分类 (1)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管。 (2)按焊缝分——直缝焊管、螺旋焊管。 按断面形状分类 (1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他。 (2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他。 按壁厚分类 薄壁钢管、厚壁钢管。 按端部形状分类 分为圆形焊管和异型(方、扁等)焊管。 分类补充 1、普通碳素钢电线套管(GB/T3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。 2、直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 3、承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。



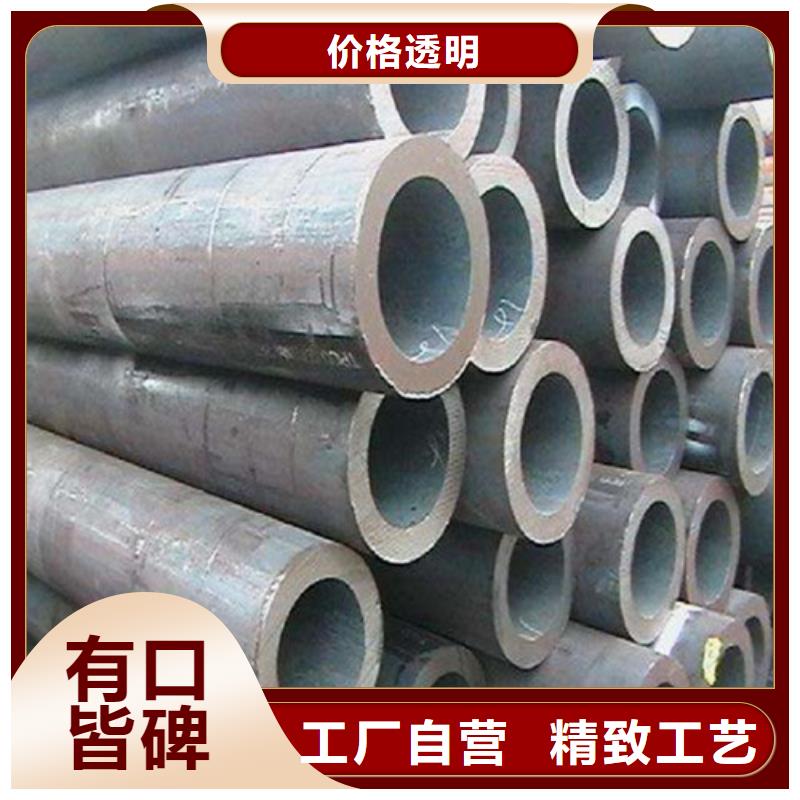
8.金刚石岩芯钻探用无缝钢管(GB/T3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。9.石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。10.船舶用碳钢无缝钢管(GB5312-2009)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。11.汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。12.柴油机用高压油管(GB3093-2002)是制造柴油机喷射系统高压管用的冷拔无缝钢管。13.液压和气动缸筒用精密内径无缝钢管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。14.冷拔或冷轧精密无缝钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。15.结构用不锈钢无缝钢管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。16.流体输送用不锈钢无缝钢管(GB/T14976-2002)是用于输送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。钢管钢管17.异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。



抗拉强度 试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。计算公式为: 式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。 屈服点 具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 锅炉钢管 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面


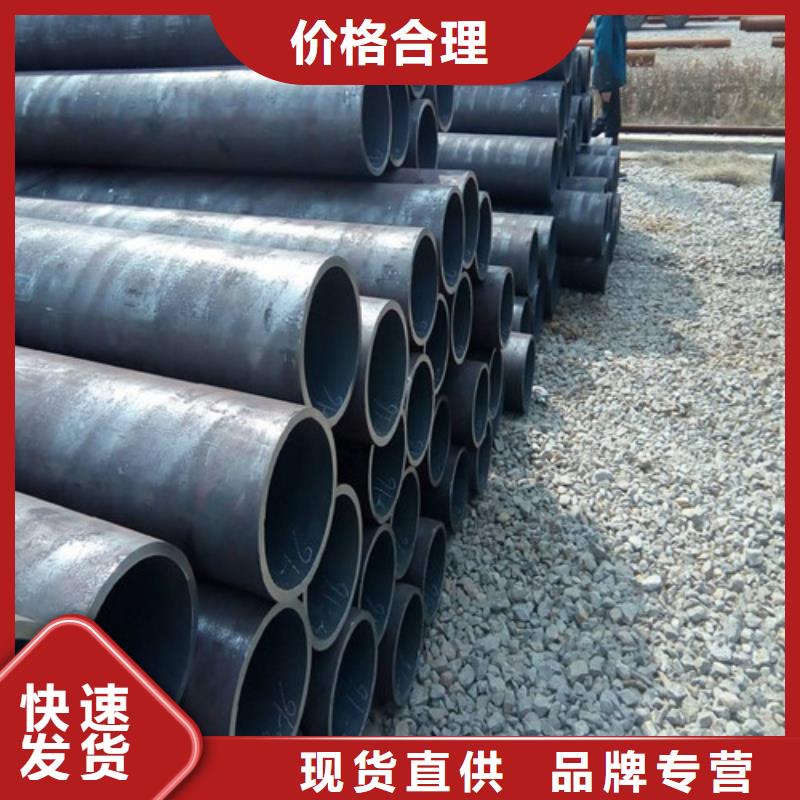
高压管道安装同中、低压管道安装的要求大同小异,不过要求更高,规定更严,因此,除需符合中、低压管道安装要求外,尚应按下面要求执行。由于高压管的管壁较厚,所以弯曲时一般可以不灌砂。 [2] 用来安装的高压管段、管件、紧固件和阀门必须经检验合格,并附有相应的技术证明文件,运到现场后应妥善保管、标志明显、放置整齐。安装前,应将其内、外表面擦拭干净,同时检查其内通道有否异物,是否畅通。检查管口密封面和密封垫的粗糙度是否符合要求,在密封面上不得有影响密封性能的划痕(特别是径向划痕)、斑点等缺陷存在,除规定脱脂的管道外,在管口密封面和密封垫上涂以机油或黄油或白凡士林保护。 经检查合格的高压管管端螺纹部分,除规定脱脂的管道外,应涂以二硫化钼润滑脂或石墨机油的调合剂保护。 高压管 高压管 管道安装时,应使用正式的管架固定,与高压管子、管件接触的管架上,应按设计要求安装保护套管。安装高压法兰时应露出管端螺纹的倒角。安装密封垫时,不要用金属丝吊放,事先应在管口及垫上涂以黄油,软金属高压垫片应准确地放入密封座内。 法兰螺栓应对称均匀地拧紧,不得过度,螺栓拧紧之后,两法兰应保持平行同心,露在螺母外面的螺纹应为2~3扣,至少不应少于2扣,并使各个螺栓的外露长度基本一致。 在安装过程中,不得用强拉、强推、强扭或修改密封垫厚度等办法来弥补制造或安装误差。管道安装工作如不可能连续进行和完成,应及时封闭敞开的管口。管道上的仪表取样部位的零件应与管道同时安装。 合金钢管进行局部弯度校正时,其加热温度一定要控制在钢材的临界温度以下。 在管道系统安装完毕之后,应全面复查管道上的钢印标记,若发现某处漏打钢印,应根据原始依据及时补上。






 扫一扫
扫一扫