一分钟的时间,对于了解我们的(闵行)(本地)数控等离子切割机_激光切割机光纤激光品质做服务产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:(闵行)(本地)数控等离子切割机_激光切割机光纤激光品质做服务的图文介绍
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
华宇诚数控科技有限公司生产的【闵行光纤激光切割机排名、】均符合国家标准(GB)、产品品种丰富、规格齐全,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,【闵行光纤激光切割机排名、】产品深得用户依赖。欢迎新老客户来电垂询。
公司常备【闵行光纤激光切割机排名、】库存量充足,品种规格齐全。本着薄利多销,质量可靠的销售原则,让客户买的放心,用的舒心!诚信、专业、 高效是我们的服务宗旨,我们将竭诚为新老客户提供过硬的【闵行光纤激光切割机排名、】产品和优质的服务, 欢迎各界朋友莅临参观、指导和业务洽谈。
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
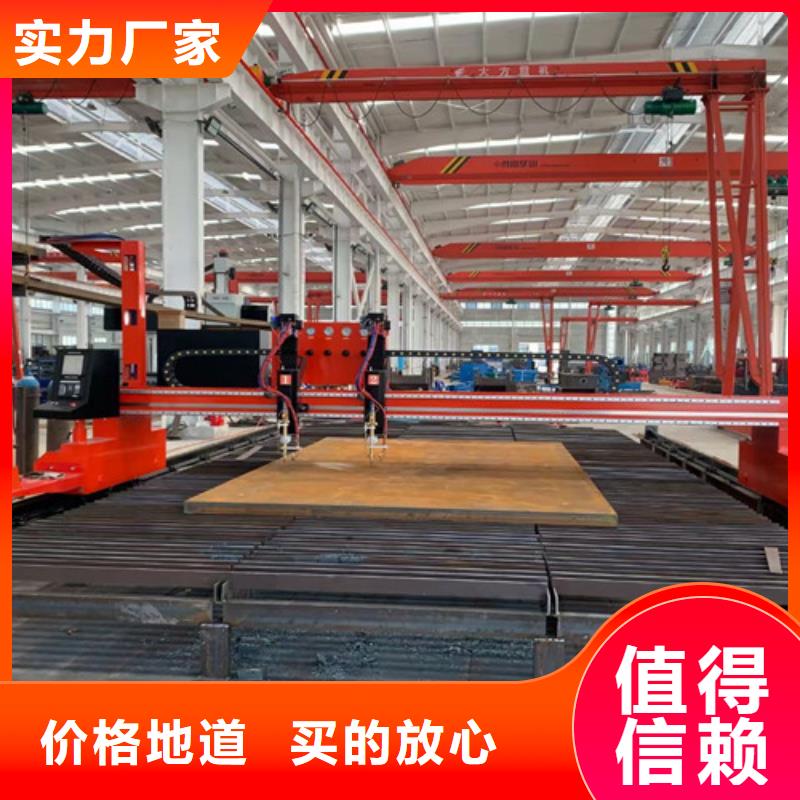
数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
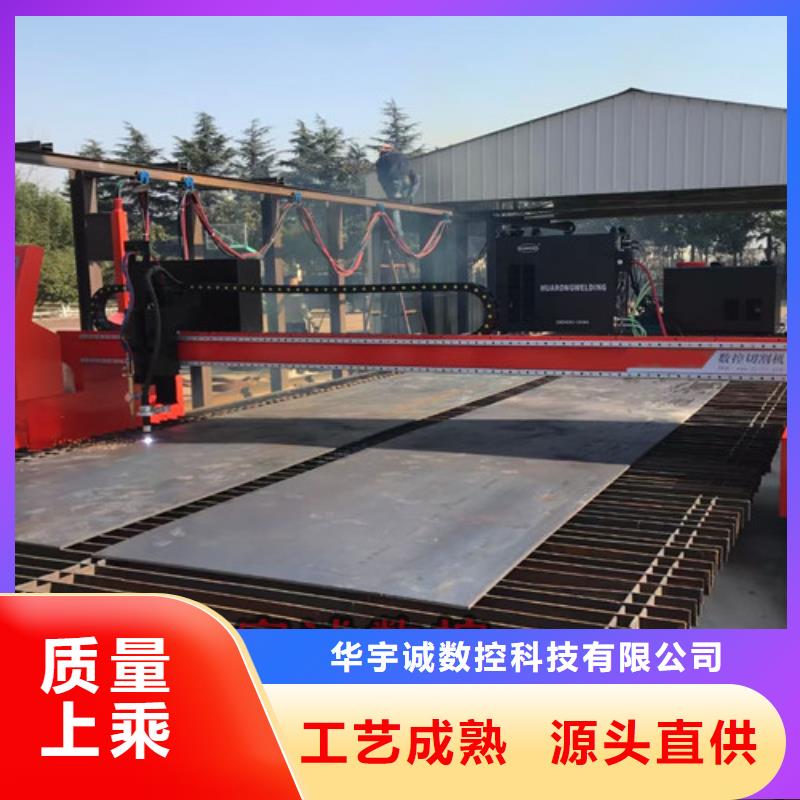
数控等离子切割机的选择应注意什么?不同的人可能对数控切割设备的购买有不同的看法一些人认为它复杂又麻烦,另一些人认为它简单明了数控切割机选择的关键不是你听到的,而是你需要的现在我将和大家分享如何选择数控切割设备首先,要确定的因素是要切割的金属厚度如果通常切割细金属,首先必须考虑使用低电流等离子体切割机,即使小机器切割一定厚度的金属,切割质量也可能无法保证,相反,切割效果可能几乎为零,可能存在残馀物每台机器都有类似的切削厚度范围,以确保组态符合您的需求。其次,如果要在航班之间自动切断或切断,请确保反映机器工作负荷的持续时间。负载时间仅是设备在温度过高而无法冷却之前的连续运行时间第三,大多数等离子切割机都有利用高频引导电流穿越空气的导引弧。但是,由于高频可能会干扰周围的电子设备,因此,首先消除这些潜在的高频问题可能非常有益。第四,等离子火炬上有各种各样的外部部件需要更换你要找的机器应该少用耗材供应减少导致成本降低。
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
数控等离子切割机的加工质量对于企业生产具有十分重要的意义,在目前等离子切割所应用的多个领域中,对于精度及坡口斜度的改进将为企业的二次加工带来显著效益,今天,我们专门找来影响等离子切割质量的五项重要因素,为方便用户深入了解这五大参量对于数控等离子切割机加工质量的改进与实际操作,下面我们将分别予以介绍。一、数控等离子切割机工作气体数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割只为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和协助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去掉切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是很经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。3.氢气通常是作为协助气体与其它气体混和作用,气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力好的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能力,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")
(本地)数控等离子切割机_激光切割机光纤激光品质做服务")





 扫一扫
扫一扫